首页 >产品中心>
首页 >产品中心>

应用:碳酸钙粉碎加工、石膏粉加工、电厂脱硫、非金属矿制粉、煤粉制备等
详情 >>

应用:电厂环保石灰石脱硫剂制备、重质碳酸钙加工、大型非金属矿制粉、建材与化工、固体燃料粉磨
详情 >>

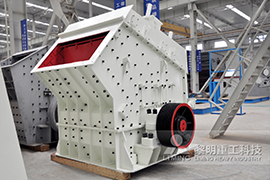
应用:冶金、矿山、化工、水泥、建筑、耐火材料及陶瓷等工业部门
详情 >>

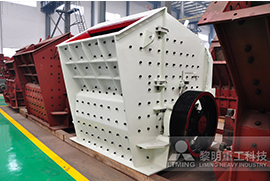
应用:砂石料场、混凝土搅拌站、干粉砂浆、电厂脱硫、石英砂等
详情 >>

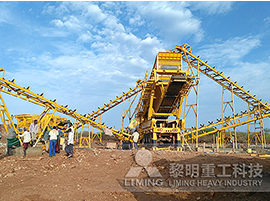
应用:砂石料场、矿山开采、煤矿开采、混凝土搅拌站、干粉砂浆、电厂脱硫、石英砂等
详情 >>

物料:河卵石、花岗岩、玄武岩、铁矿石、石灰石、石英石、辉绿岩、铁矿、金矿、铜矿等
详情 >>
物料:河卵石、花岗岩、玄武岩、铁矿石、石灰石、石英石、辉绿岩等
详情 >>
走进粉磨机械的世界,把握前沿动态资讯

进给 转速 F 900 S 700 F 1000 S 700 F 2000 S 1800 F 2500 S 2200 F 1800 S 2500 F 1800 S 2800 F 1800 S 3000 F 1500 S 3200 F 1000 S 3200 F 500 S 3500 PS: S--主轴转速
了解更多
各材料常用刀具转速进给参数对照表 端刀 铁模 铝模 石墨 木模 直径mm 转速S 进给F 转速S 进给F 转速S 进给F 转速S 进给F 26 450 150 700 250 700 250 1000 500 25 450 150 700
了解更多
2023年11月13日 F进给速度也乘以3, F=120*3=360 转速如果提高3倍,进给也要更随提高3倍,要明白这个这个道理:铣刀铰刀切削微观分析都属于断续切削,转速越高,刀具的
了解更多
2018年3月31日 数控加工中心的切削转速和进给速度: 1.主轴转速=1000Vc/πD 。 一般刀具的最高切削速度 (Vc): 高速钢 50 m/min;超硬工具150 m/min;涂镀刀具250 m/min;陶
了解更多
2019年1月15日 V=w*r,w=2 丌*n V=2 丌*n*r. 一般刀具给的是线速度,比如某钻头线速度100 m/min,刀具直径12mm 那么主轴转速s =n=v/2 丌*r=100*1000/(2*3.14*6)=2654 r/min 进
了解更多
铣削加工参数计算工具-米思米MISUMI官网. 去商品页选定型号> 计算内容: 铣刀刃径 D: [mm] 铣刀转速 N: [min-1] 重置. 计算结果. ※本计算工具的计算结果仅供参考,不作为客
了解更多
2021年9月15日 铣刀直径小,小直径加上高转速,切削力小,铣刀受到的转矩小,减小铣刀的变形;切削力小,对工件的冲击力小;小螺旋角可使向上的进给力小,减小切削时的振动。
了解更多
每齿进给量 :每齿进给是切削刀具在切削刀具上每齿移动到材料中的速率,通常以每齿英寸 (IPT) 为单位测量。 表面速度 :表面速度是切削工具相对于被切削材料表面移动的速度,
了解更多
2019年7月13日 根据 时间 (T)×速度 (V)=距离 (S ) 的公式,得出刀具在这段时间内的任意一个时间点上,刀具最外围的一点的速度Vc为: Vc=(n*π *D)/1. 通过换算得到下面的公式: n=Vc/ (π *D) 注意! 我们的刀具采用
了解更多
2022年11月18日 枳淮南. 石墨模具、石墨电极等制品的加工方式主要以车削、铣削、钻孔为主,而且石墨制品质坚而脆,在加工过程中如果刀具(PCD刀具)选择不正确,很容易产生崩损现象,华菱超硬作为我国超
了解更多
石墨 木模 类型 转速S 进给F 转速S 进给F 转速S 进给F 转速S 进给F TAP-10-30 700 300 1000 500 1200 5000 3000 1.5 5000 200 5000 3000 1 5000 200 5000 3000 0.5 5000 200 5000 3000 球刀 铁模 铝模 石墨 木模 直径mm 转速S 进给F 转速S 进给F 转速S 进给F
了解更多
2017年6月5日 问个加工刀具问题,直..开槽用大概20 深,钢件,这是刀具图乳化液冷却还是气冷好呢?每刀进给量多大合适 ... 问个加工刀具问题,直径125*1.5厚锯片刀给多少转速进 给合适 只看楼主 收藏 回复 kaimingsoo 操机新手 4 开槽用大概20深,钢件, 送TA ...
了解更多
2023年8月15日 不懂就问,求大神帮忙螺纹铣刀转速进给参数,M8 M10 M12 M16 螺纹铣刀转速进给参数,单牙和全牙的都有,材质70#钢和45#钢。 ... • 请问PowerMill管道加工模块实际的加工参数如何给 多少合适? • 一款要求特别的严产品,各位有经验的大师傅们,都 ...
了解更多
2019年1月15日 进给速度也有两种G94 F100表示一走刀距离为100毫米。. 另一种是G95 F0.1表示主轴每转一圈,刀具进给尺寸为0.1毫米。. 一般的数控 硬质合金刀片 的线速度能达到200m(加工钢件)左右,你可以根据线速度来计算你的转速,转速=线速度X1000÷3.14÷刀具直径。. F ...
了解更多
2014年5月16日 谁知道T形槽铣刀的转..直径32厚度6的镶合金T形刀,槽子铣刀开过现在26宽,单边余量3毫米,谁知道转速进给啊,我现在S500F25在走刀,心里没底,究竟是还能再猛点还是已经很危险了,有经验的伙计给点建议啊!
了解更多
2017年3月7日 端面铣刀63,铣45号钢,加工深度3.5毫米,这转速,进给多少合适,硬质合金刀片转速S=1000,F=80 ,你加工一次3.5mm, 深度有这么多,不能太快了! 百度首页 商城 注册 登录 资讯 视频 图片 知道 文库 贴吧 采购 地图 更多 搜索答案 我要提问 端面铣刀63 ...
了解更多
立铣刀转速进给对照表 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
了解更多
2023年11月13日 F进给速度也乘以3, F=120*3=360. 转速如果提高3倍,进给也要更随提高3倍,. 要明白这个这个道理:铣刀铰刀切削微观分析都属于 断续切削 ,转速越高,刀具的切削接触频率越高,加工效率越高,就像饭店自动削刀削面的机器,转速提高,意味着进给也可
了解更多
2014年11月3日 2018-09-12 像这种16的铣刀用加工中心加工铁,转速多少。 进给多少 2012-03-17 加工中心上铣铸铁120的盘铣刀转速多少,进给多少,最大一刀能... 4 2011-08-14 直径12合金铣刀铣加工多少转速 7 2013-01-13 加工中心铝开粗12的白钢刀你们一次下多少,进给
了解更多
铣刀加工工艺参数表-0.1 1500备注:S=主轴转速、F=切削进给、粗=粗铣、精=精铣0.5 3500 1 2 4 6 8 3500 3500 3300 3200 300010 2800 12 2000 16 1000 20 25 900 850球头立铣刀 0.5 3500 球头立铣刀 球头立铣刀 球头立铣刀 球头 首页 文档 视频 音频 文集 ...
了解更多
数控刀具进给和转速对照表 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
了解更多
2015年7月30日 最近了解到一个新思路做钢件用涂层立铣刀 加工时 侧刃涂层有多深 下刀就有多深 XY方向 切入量是刀直径的20%。. 涂层磨没了就换新刀. 来自 iPhone客户端 18楼 2017-11-10 17:59. 各位师傅铣45号钢转..6个的铣刀8个的铣刀10个的铣刀20的铣刀32的铣
了解更多
2023年5月21日 T型刀又叫T型铣刀、半圆铣刀、键槽铣刀,可以完美的加工T型凹槽、侧面凹槽加工,在高温下正常维持切削性能。. 35的t型刀转速和进给是多少转速1000到1200转,进给0.008到0.015毫米。. 每1000到1200转,进给是每齿0.008到0.015毫米。. 35乘10的t型刀在加工时,铣削 ...
了解更多
2021年1月31日 大佬们,铣4毫米键槽转速进给用多少合适铣个700*700断了. 这么小的刀,加工钢件最好高转速,快走刀,吃刀量小要小。. 我一般都是4000左右,层降0.1-0.15,进给1800到2000. 回复楼主:如果你用的是高速钢铣刀,铣刀是先做好螺旋容屑槽后经过淬火的,所以铣刀硬度 ...
了解更多
2012年5月22日 请问不锈钢上用3mm铣刀加工3mm宽10.5mm长10mm深的键槽下刀量,进给量和转速各打多少,最好用什么材质铣刀加工不锈钢材料,当然是使用YG类的硬质合金刀具是最好的了,比如YG8等,如果使用普通的高速钢铣刀来加工 不锈 百度首页 ...
了解更多
2012年7月5日 我125的盘铣刀的转速和进给能打多少合适。 s h, K, Y9 j) b4 k ] 盘铣装八个刀片、刀片线速度为180-300 进给0.1-0.5." K# A3 M, y/ ]# o 如果每转进给0.2 是不是我八个刀片就得1.6了啊。. X! T! }/ V! U+ B) {+ L/ S$ x h8 T3 N) S9 J3 s 那么我以200线速度、打500转转速的话、是不是进给要有800了?* A/ d {" L+ ^* z7 x! n8 \7 `) ^; E# Z ...
了解更多
2017年11月13日 点评. 背吃刀量多少,刀长伸出多少?. 我以前用20三刃白钢刀,被吃刀量,7,8个,深度下15,哈斯机床,转速4500进给1500,材料6061,你参考吧 发表于 2014-11-3 09:44. 请问加工铝合金,用D10铝用铣刀,开粗下刀几个MM,转速和进给多少?. 精加工转速和进给又是多少 ...
了解更多
2020年12月3日 直径30的玉米铣刀进给和转速是多少硬质合金玉米铣刀粗加工低碳钢切削速度选100~120米/每;主轴转速为:30×3.14×n=100000 ...
了解更多
刀具直径(D) 刀粒半径(R) 刀具长度(L) 转速(S) 进给量(F) Ø2 Ø3 Ø4 Ø6 Ø8 Ø10 Ø12 Ø16 Ø20 Ø25 Ø30 Ø32 Ø1 ØBaidu Nhomakorabea Ø3 Ø4 0 0 0 0 0 0 0 0 0 0 0 0 0.5 1 1.5 2
了解更多
铣刀转速和进给是相互依赖的,需要通过切削速度来联系起来,综合考虑和选择。 铣刀转速和进给公式 铣刀转速和进给是数控铣床加工中的重要参数,对于加工质量和效率起着至关重要的作用。本文将对铣刀转速和进给进行详细介绍,并给出相应的计算公式。
了解更多